


Meslek Teknolojisi ders notlarım. Tacettin MEMİŞ

1024



1-Tek kenet
2-Çift kenet
3-Özel kenet
Tek ve çift kenet şekli dışında kalan ve işe özel çözümler sağlayan kenetlerde özel kenetler kategorisine girer.
C- Kenet yapma metotları
1- Elde kenet bükme
Dar ve çok önemli olmayan az sayıdaki kenetli birleştirmeler elde ve oluklu baskı yardımıyla yapılır.
2- Makinelerde kenet bükme
Düzgün,çok sayıda ve geniş saçların kenetlenmesinde makineler tercih edilir. Daha çok bu işlerde cakalar kullanılır. Sadece kenet yapmaya yarayan makinelerde vardır.
D- Kenet makinelerinin tanımı
Cakalar,özel kenet makineleri, taşınabilir kenet makineleri,presler ( Özellikle apkant presler) bu işlerde kullanılır. Kenet makinelerinde özel ağızlıklar da kullanılır.
E- Kenetli birleştirmenin uygulandığı yerler
Kenetli birleştirmeler kutu,depo,boru,kazan gibi ,işlerin ek yerlerinde kullanılır.
ÜNİTE NO: 13 PERÇİNLİ BİRLEŞTİRMELER
A- TSE’ ye göre perçinlerin tanıtılması
Perçinler zor sökülebilen bağlantı elemanıdır. TS 97 ‘de perçin standartlarından bahsedilir. Perçinin standart gösteriminde Adı-Çapı-Boyu—Standart numarası ve Gereci belirtilir. ( Yuvarlak başlı perçin d x l x TS 97/7 YPÇ)
B- Biçimlerine göre perçinlerin isimlendirilmesi
Pek çok perçin çeşidi vardır. Altı tanesi aşağıdaki gibidir.






C- Gereçlerine göre perçin çeşitleri
Perçinler;
a- Çelik ( YPÇ=Yumuşak Perçin Çeliği), SPÇ
b- (Sert Perçin Çeliği), Bakır, Pirinç (Pr 60-Pr 63),
c- Alüminyum, Alüminyum alaşımları(Al+Mg--Al+Cu+Mg) ,
D- Perçin takımları
1- Perçin çekici 2- Perçin çektirmesi 3-Perçin yuvaları
E- Perçin boyunun hesaplanması
Kapama (Dövme) baş için perçin boyu=1,5 x d alınır. L=
Gizli perçin için perçin boyu= 0,8 x d alınır. L=
S1 + S2+(1.5 x d)
S1 + S2+(0.8 x d) Not:Gizli perçin için havşalama açısı 900 olur.
F- Gereçlerin perçinlemeye hazırlanması
Perçinleme işlemi için kalınlıklara göre de hazırlık farklıdır. Çapı 8 mm ye kadar olan perçinler soğuk olarak yapılırlarken; daha büyük çaplı perçinler sıcak olarak yapılırlar. Perçin deliği perçin çapından 0,1- 0,2 mm büyük delinir. Delik ağızları 750 lik matkapla pahı kırılır.
G- Perçinlemenin yapılışı
a-) Perçin boyu hesaplanıp uygun ölçüye getirilir. b-) Perçin alttan takılıp alt yuvaya yerleştirilir.
c-) Gerekiyorsa çektirme kullanılır(Saclarda ve geniş perçinlemelerde gerekir).
d-) Kapama baş kabaca şekillendirilir. e-) Son biçim perçin üst yuvası ile verilir.
H- Perçinleme hataları
a-) Parçaların perçin çapına göre çok büyük delinmesi b-) Kapama başın küçük olması( Hesaplama hatası).
c-) Gerektiği halde çektirme kullanılmaması sonucu parçalar arsında boşluk kalması.
d-) Parçaların delik eksenlerinin kaçık delinmesi e-) Kapama başın yanda oluşturulması.
İ- Perçinlemede güvenlik önlemleri
Perçinleme işlemi sırasında iş kazası riski azdır. Dikkatli ve kurallara uygun çalışarak işlemler gerçekleştirilmelidir.
J- Perçinleme makineleri
Perçinleme makinesi çok sayıdaki ve düzenli olması istenen yerlerde kullanılır. Hidrolik perçinleme makinesinde kapama baş darbesiz olarak ezilerek oluşturulur. Kazan gibi yerlerde içten kriko desteği yapılıp dıştan pnömatik olarak perçinleme yapılır.

J- Özel perçin ve takımları
Yukarıdaki perçinlemelerin dışında yapılan perçinleme işlemlerine Özel Perçinleme adı verilir.
Perçinlemenin diğer tarafına ulaşılamadığı durumlarda çelik çivili çektirme ile yapılan ( Al gövde,Çelik çivi) perçinleme ile (pop perçin) çekirdek pimin çakılmasıyla oluşturulan perçinlemeler bu guruba girer.
ÜNİTE NO: 14 PAFTA VE KLAVUZLAR
A- Vidaları tanıma
Üzerine helisel kanal oluşturulmuş(delik-silindirik) makine elemanlarına vida denir.

B-Vida helisi
Vida silindirinin çevresinde bir dönme yapan, yüksekliği
Bir adım olan dik üçgenin hipotenüsünün oluşturduğu
Eğri çizgiye helis adı verilir.
C- Diş biçimleri
a-) Üçgen dişli vida b-) Kare dişli vida c-) Trapez dişli vida
d-) Testere dişli vida e-) Yarım yuvarlak dişli vida
D- Endüstrideki önemi
Hareket iletiminde ve kolay sökülebilir olması endüstride en vazgeçilemez makine elamanı olmasını sağlamıştır.
E- Pafta ile diş açma (Parmak ve Metrik sistemine göre pafta ve kılavuzlar vardır)
Silindirik dış yüzeylere diş açmaya yarayan araca pafta adı verilir.
1- Pafta kolu çeşitleri
Pafta lokmasının takıldığı kollar çeşitli şekillerdedir. Buna kovan adı verilir. Bazı paftalarda ayarlanabilen iki parçalı çene kolda yer almıştır. Çoğunlukla lokmalar kovana vidalarla tespit edilmiştir.
2- Pafta çeşitleri
Paftalar tek parçalı,iki parçalı,dört parçalı(taraklı) çeşitlere sahiptir. Aynı ölçünün normal diş ve ince diş olanları vardır.
F- Kılavuz ile diş açma
1- Kılavuz kolu çeşitleri(Buji kolu)
a-) Üzerinde çeşitli ölçülerde kare deliklerin yer aldığı kollar
b-) Ayarlanabilen kollar
2- Kılavuz çeşitleri
a-) El kılavuzları b-) Küçük makine kılavuzları ( 5/32 “ - ¼ “ tan küçük)
c-) Somun kılavuzu (Makinelerde somun dişi oluşturmada) d-) Kasnak kılavuzları (Uzundur)
e-) Makine kılavuzları (Matkapta özel kılavuz mandreni ile kullanılır) f-) Namlu kılavuzları
G- Delik çapını çizelgeden bulmak
Pratikte delik çapı (adım- diş üstü) ilişkisinden bulunur.
Delik çapı=d-p d=Diş üstü çapı p =Adım veya Delik çapı =0,86 x d bağıntısı ile bulunur.
Önceden hazırlanmış çizelgelerden de delik çapı kolayca bulunur. İnç yada Metrik oluşuna göre çizelgeden pafta için diş üstü çapı hanesinden; kılavuz için diş dibi hanesinden silindir ve matkap çapları bulunur.
H- Whitworthe ölçüsünün mm ye çevrilmesi
1 “ =25,4 mm bağıntısından yararlanılır. ¼” kaç mm eder? ¼ . 25,4= 6,35 mm
ÜNİTE NO:15 YUMUŞAK LEHİMLEME
A- Lehimlemenin amacı ve önemi
Lehimleme :Teneke, bakır, çinko, pirinç vs. gibi gereçlerin ince olanlarının 400°C altında lehim denilen alaşım elamanı ile birleştirilmesine denir. Lehimleme iki farklı metal birleştirilebilir. Isıl deformasyona uğrayabilecek gereçler lehimle birleştirilerek korunmuş olur. Estetik sağlar.
B- Lehimin tanımı
Birleştirilen parçaları ergitmeden sadece ilave metalin ergitilmesiyle yapılan işleme Lehimleme denir. İşlem 400°C altında yapılıyorsa yumuşak lehim; 900 °C civarında yapılıyorsa sert lehim adını alır. (Sert lehim Oksi-Gaz konusudur)
C- Yumuşak lehim alaşım elamanları
Yumuşak lehim alaşımını iki madde oluşturur. Bunlar kalay ve kurşundur. Lehim= Kalay+Kurşun
Başlıca lehim alaşım oranları

D- Yumuşak lehim temizleme maddeleri
E- Lehimlenecek parça ve havyaların temizlenmesi
Lehimlenecek parçalar boya,yağ,kir vs maddelerden temizlenir. Yağlar tinerle giderilir. Zımpara gerektiriyorsa zımpara yapılır. Lehim aşamasında lehim yapılacak kısımlar lehim suyu ile temizlenir. Havya ise eğe ile temizlenir.
F- Lehimlemenin uygulama tekniği
a-) Lehim yapılacak parçalar yalıtkan bir zemine koyulur (Ateş tuğlası-tahta vs.)
b-) Ek yerine lehim suyu veya pasta sürülür.
c-) 800 °C kadar ısıtılan havya ile lehim alınıp ek yerine götürülür.
d-) Ek yerinde birleştirilen parçaların ısınmakları beklenir.
e-) Ergime olduktan sonra havya çekilip katılaşma olana kadar parçalar kıpırdatılmadan beklenir.
f-) Lehim yeri temizlenir(Korozyona karşı).
SICAK ŞEKİLLENDİRME ( Demir ve çeliğin ısı etkisinde kristal yapının zayıflatılarak şekillendirilmesi)
ÜNİTE NO:1 DEMİR VE ÇELİĞİN ENDÜSTRİDEKİ ÖNEMİ
A- Demirin tanıtılması
Simge: Fe Renk:Metalik parlak Öz. ağırlığı: 7,88 gr/cm3 Ergime sıcaklığı: 1535°C . Elektriği ve ısıyı iyi iletir. Yumuşak bir metaldir. Elektro mıknatıs yapımı dışında tek başına kullanılması mümkün değildir.
B- Çeliğin tanıtılması
İçerisinde %0,25 ile % 1,7 oranında karbon bulunan demir karbon alaşımına çelik denir. Demir içerisindeki belirli oranlardaki karbon çeliği belirler. Çeliğe karbon dışında isteyerek katılan maddelere katık elamanı (Alaşım elamanı) denir. Bir ülkenin kalkınmışlığı hakkında fikir sahibi olmak için demir-çelik tüketim miktarına bakılması yeterlidir.
C- Çeliğin endüstrideki kullanım alanlar
1- Makine sanayi 2-Otomotiv sanayi 3- Depo ve kazanlar 4-Çelik çatılar 5- Çelik eşya sanayi 6-Çelik köprüler
D- Çeliğin diğer gereçlere göre üstünlükleri
Kolay şekillendirilmesi ,diğer metallere göre bol ve ekonomik olması. Su alma özelliği,yumuşatılıp tekrar sertleştirilebilme gibi tekrarlanan özellikleri ile çeşitli alaşımlarının pek çok özellikler geliştirmesi çeliğin hiçbir metalle kıyaslanamayacak üstünlüklerindedir. Isıya , korozyona,dış etkilere dayanıklı çelikler az miktarda içersine katılan maddelerle sağlanmakla beraber belirleyici olan çeliktir.
E- Katık elamanlarının çeliğe kazandırdıkları
Katık elamanı çeliğe isteyerek katılan maddelerdir. Genel olarak katık (Alaşım) elamanları çeliğe şu yararları sağlar.
a- Dayanımı artırır b- Sertleşmesini kolaylaştırır
c- Korozyon dayanımını yükseltir d- Sertliği yükseltir
e- Çekirdeğe kadar sertleşmeyi sağlar f- Mıknatıslanma özelliğini geliştirir
g- Yüksek sıcaklıklarda dayanımı sağlar h- Elektrik direncini yükseltir
i- Isı etkisi altında genleşmeyi düzenler j- Kristal yapısını inceltir
Çeliğe değişik miktarlarda bir veya birden çok alaşım maddesi katılarak yepyeni özellikler kazandırılır.
Nikel: Korozyona,asitlere, ısıya dayanım gerektiren yerlerde kullanılan çeliklere katılır.
Molibden: Çelikte yalnız başına bulunmaz. Cr ve Ni ile birlikte bulunur. Özlülük sağlar. Böylece darbeli vuruntulu
yerlerde çalışmaya uygun malzeme elde edilir.
Kobalt: Çeliğin Mağnetik özelliğini geliştirir. Sürekli mıknatıs yapılacak çeliklere katılır. Hava çeliklerine de katılır.
Alüminyum: Çeliğe silisyum gibi etki ederek oksidini giderir. Nitrirasyon çeliklerine de alüminyum katılır. Volfram(Tungsten): Karbür oluşturur. Yüksek sıcaklıkta sertlik bozulmaz.
F- Karbonun çeliğe kazandırdıkları
Demiri çelik olarak anlam kazandıran içerisine katılan %0,25 ile % 1,7 oranındaki karbondur. Karbon etkisi olmasaydı çelik bugünkü pek çok özelliğini kazanamayacaktı.
ÜNİTE NO:2 SICAK ŞEKİLLENDİRME TAKIM VE MAKİNELERİ
A- Çekiçlerin tanıtılması
400-1000 gramlık çekiçler sıcak şekillendirmeye uygun ağırlıklardır.
1- Alman çekici 2- İngiliz çekici 3- Fransız çekici ( Hepsi 2 kğ ağırlığa kadar yapılır.)
B- Varyozların (Balyoz) tanıtımı
Ağırlıkları 2-12 kg arasında değişen vurma aracıdır. Kare veya kesik piramit prizması şeklindedirler.
C- Çekiç ve Varyozlara (Balyoz) sap ve kama takılması
Çekiç ve varyozlara kullanımı kolaylaştıran ağaç saplar takımın büyüklüğüne göre takılır. Bu saplar dikine duran oval şeklinde olması kullanımı ve güvenliği sağlar. Güvenliği sağlayan diğer bir elaman ise çekiç ve varyozlara takılan kamalardır. Savurma etkisiyle çıkabilecek varyozlara ve çekiçler kama çakılır.
D- Sıcak şekillendirme takımları
1- Keskiler :Ağız açıları 250-400olan saplı sıcak iş kesme aracıdır. Varyozla vurularak kullanılır.
2- Baskılar : a-) Kare baskı b-) Tablalı baskı c-)Boncuk baskı d-) Oluklu baskı bunlara ait alt baskılar.
3- Zımbalar a-) Saplı zımba b-) Saplı malafa (Delik düzenlemede)
4- Delikli el kalıpları Üzerinde çeşitli çaplarda delikler yer alan sıcak iş aracıdır.
E- Kısaçları tanıma
Yumuşak çelikten yapılmış ve sıcak iş parçalarını tutmaya yarayan araçlardır.
1- Düz ağızlı kısaçlar 2- Zımba kısaçları 3- Yan kısaçlar 4- Çapraz kısaçlar
5.- Oluklu kısaçlar 6- Çeneli kısaçlar 7- Karga burun kısaçlar 8- Takoz kısaçları
F- Örs ve altlıklar
Üzerinde sıcak şekillendirmelerin yapıldığı çelik dökümden yapılmış 150 kg ağırlığında (Ağırlıkları farklı olanlarda vardır) bir araçtır. Konik boynuz sola;piramit boynuz sağa gelecek şekilde yerleştirilir. Altlık ise darbelere dayanacak ve devrilmeyecek şekilde kesik piramit şeklinde yapılmış olup; dökme demirdendir. Örsün yerden yüksekliği 75 cm olur.
G- Delikli pleytler
Üzerinde çeşitli şekillerde ve ölçülerde geometrik delikler bulunan sıcak-soğuk iş araçlarıdır. Yerden 75 cm yukarı olacak şekilde sehpaya yerleştirilir.
H- Demirci konisi
Yüksekliği 120 cm,alt çapı 55 cm, üst çapı 12 cm olan dökme demirden yapılmış sıcak ve soğuk iş aracıdır.
I- Demirci ocağı
Parçaların tavlandığı temel sıcak iş aracıdır. Bir çok üniteden oluşmuştur.
J- Ayaklı mengeneler
Darbe ve vuruntulara karşı dayanıklı bir bağlama aracıdır. Birbirine mafsallı olan mengene çeneleri ve gövde çeliktendir.
K- Sıcak iş makineleri
1- Hava çekiçleri ( Şahmerdanlar)
Pnömatik olarak(basınçlı hava ile ) çalışır. Varyozun görevini yapar. Tek etkili ve çift etkili olarak çalışırlar. Pedala basıldığında çekiç silindirine gönderilen basınçlı hava miktarına göre vurma gücü farklılık gösterir.
2- Düşme çekiçleri
İki Volan arasından bırakılan çekicin vuruşu ile çalışır. Çekicin potansiyel enerjisinden yararlanılır. Zincirli-Kayışlı-Kasnaklı (Sürtünme) çeşitleri vardır. (Terk edildi).
3- Vidalı (friksiyon ) presler
Vida düzeneğine bağlı başlık vidanın hareketiyle iner çıkar. Geri-ileri dönüşü vida başlığının sağında ve solunda yer alan ve bu başlığa sürtünerek hareket ileten volanlar sağlar.
4- Eksantrik pres
Mil ekseninden kaçık bir noktaya bağlı pres başlığının alternatif hareketiyle çalışır. (Soğuk şekillendirmede bahsedildi)
5- Hidrolik pres
Başlığı aşağı yukarı çeken güç hidrolik sistemle sağlanır. Pedaldan ayak çekildiğinde hareket durur.
L-Takım ve makinelerin onarımı ve bakım
Her makinenin periyodik günlük,haftalık ve yıllık bakımları yapılmalıdır. Takımlar ise kullanıma engel olacak veya tehlike yaratacak durma gelmeden onarılır veya yenilenir. Çalışma güvenliği için bunlara titizlik gösterilmelidir.
ÜNİTE NO:3 TAVLAMA VE TAV ARAÇLARI
A- Tavlamanın tanımı
Parçaları ısı etkisinde bırakarak (700°C- 1300° C) kristal yapısının zayıflatılarak şekillendirilmesi ,su verme yumuşatma,gerginlik giderme normalleştirme amacıyla yapılan tüm ısıtmalara Tavlama denir
B- Tavlamanın yapılışı
1- Ocağın yakılması
Ocak yağlı üstüpü , tahta kırıntıları ile tutuşturulur. Tutuşturma maddeleri üzerine bir gün önceden kalmış yarı yanmış kömürler atılır. Tam yanmanın gerçekleşmesinden sonra tavlamaya başlanabilir. Ocak tavlanacak parçanın büyüklüğüne uygun yakılır. Ateşin şekli ve büyük ve küçük oluşu su ile sağlanır. Su aynı zamanda kömürün koklaşmasını , kaynaşmasını ve sıcak gazların çevreden kaçmasını engeller .
2- Ocağın söndürülmesi
Hava sürgüsü ve süpab kapatıldıktan sonra hava sağlayan vantilatör durdurulur. Ateş karıştırılıp ortada toplanıp üzerine su süzgeci ile su dökülür. Duman ve gaz çıkışı bittikten sonra aspiratör de durdurulur.
C- Tavlama çeşitleri
1- Dövme tavı
Parçanın sıcak şekillendirmeye uygun hale getirilmesidir. Dövme tavı gerecin karbonu ve alaşım miktarı(Karbon eşdeğeri) arttıkça yükselir. 700 ° C - 1200 ° C (Açık sarı- Kırmızı renklerde) uygun dövme tavıdır.
2- Yumuşatma tavı
Daha önce ısıl işlem görerek sertleştirilmiş çeliklerin talaş işçiliğine uygun hale getirmek için yapılır. Bu işlemle çeliğin yapısında bulunan perlit ve sementit parçalanarak küresel sementit haline gelir. İçinde % 0.60 tan fazla karbon taşıyan çeliklere gerekir. 700°C civarında çelik 24 saat bekletilerek yada kademeli soğutma yoluyla yumuşatma tavı gerçekleştirilir.
3- Gerginlikleri giderme tavı:
Su verilerek sertleştirilmiş çeliklerin zararlı olabilecek(iç gerginlik) fazla sertliklerinin giderilmesi amacıyla yapılır.
200 ° C - 650 °C arasında gerçekleştirilir
a-) Meneviş ( İçten-Dıştan) b-) Islah
4- Sertleştirme
İçerisinde sertleşmesine yetecek kadar karbonu bulunan çeliklerin GSK çizgisi üstünde tavlanarak ani olarak soğutulmasıyla demir kristal kafesinin içine karbon hapsedilmesine sertleştirme denir. Çelik GSK çizgisi üzerinde karbon eritme yeteneğine sahiptir. Soğutma sonrası kafes içindeki bu karbon sertlik sebebidir. Bu yapıya martenzit adı verilir. Martenzit sert, dayanımı yüksek ve biçimlendirilme özelliği olmayan özellikler taşır.
5- Normalleştirme tavı
Çeliklerin haddeleme, dövme, yüksek sıcaklıkta tavlama nedeniyle oluşan yapı bozulmalarını giderme işlemine Normalleştirme denir. Parçalar GSE çizgisinin 50° C üstünde tavlanarak çeliğin kalitesine göre açık havada, fırında, kireç tozu-kum içerisinde yavaş soğutularak dokudaki bozukluklar giderilir. İmalatta sırasında olabilecek kırılganlık ve sertlik engellenmiş olur.
D- Sıcaklıkların renklere göre tanıtımı
Sıcak şekillendirmede tav sıcaklıkları pirometrelerle ölçülür. Sıcaklığı ocaklarda pirometrelerle ölçülmesi pratik olmadığı veya gerekmediği zamanlarda önceden karşılıkları °C olarak tespit edilmiş renkli tablolardan yaralanılır. Solmamış tablolarla hem tav renkleri hem de meneviş renklerinden yaralanılarak sıcaklık tespiti yapılır.
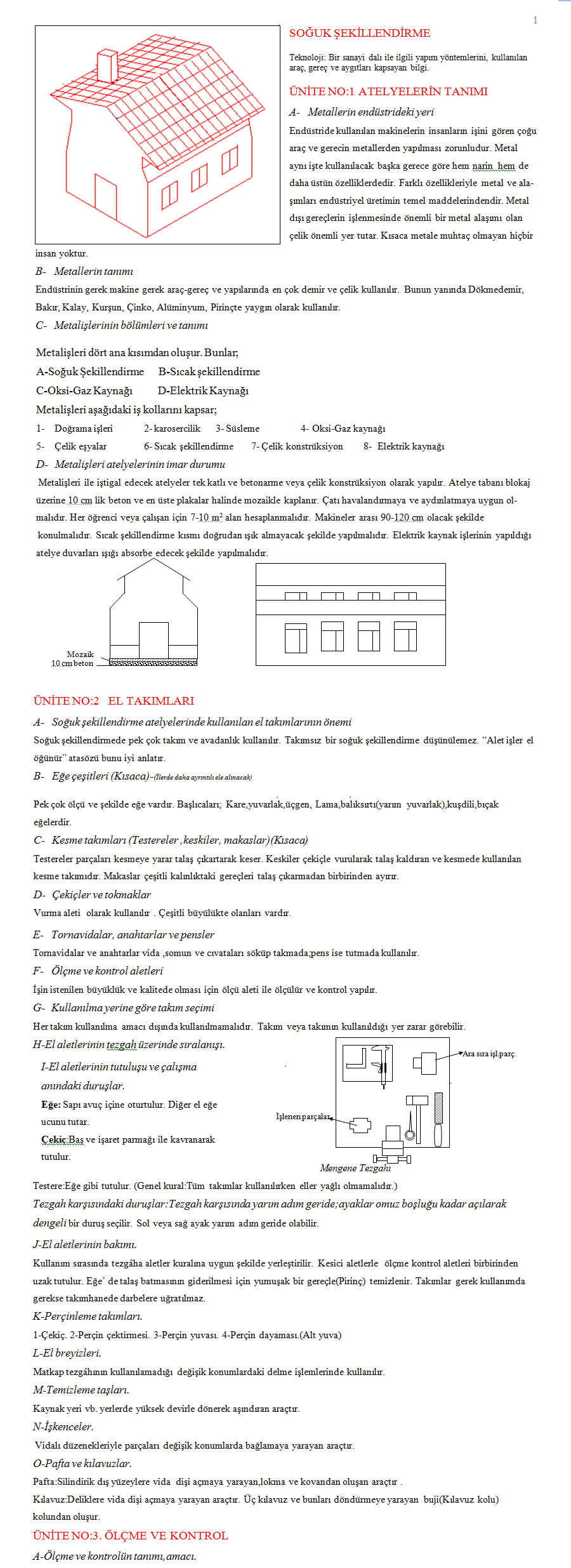
G- Tav araçları
1- Demirci ocağı

Sıcak Şekillendirme de Kullanılan Demirci Ocağı
2- Demirci ocağı
Küçük işletmelerde ve okullarda kullanılan tav araçlarının başında gelir. Gövde,ateşlik,su kabı dökme demirden ; davlumbaz demirden,ayaklar köşebentten yapılmıştır. Ocağın yerden yüksekliği 60-80 cm dir. Yakıt olarak taşkömürü veya kalorisi yüksek linyit kullanılır.
3- Tav fırınları
Düzenli,seri tavlama işlemlerinde kullanılır. Fırında tavlama ocağa göre daha homojen olur.
a- Elektrikli ( ark,direnç,endüksiyon) fırınları
Elektrik enerjisinden temin edilen ısı enerjisi ile tavlamaları yapıldığı fırınlardır. Ark fırınlarında üç adet elektrotla oluşturulan ark ısıyı oluşturur. Direnç telli olanlarda ateş tuğlasına gömülü direnç telleri ısı sağlar. Endüksiyon bobinli fırınlarda ise ısı sargılardan akım geçirilip mağnetik etkiyle ısı sağlanır.
b- Sıvı ,gaz ve katı yakıtlı fırınlar
Sıvı yakıtla çalışan fırınlarda yakıt olarak mazot kullanılır. gaz yakıtlı fırınlarda doğal gaz veya bütan gaz kullanılır. Katı yakıtlı fırınlarda kok kömürü kullanılır.
4- Tav banyoları
Parçaların havayla irtibatının kesilerek tavlandığı bu usul en ideal tavlama yöntemidir.
a-) Tuz banyoları
Tuz banyoları ideal tavlama yöntemidir. Mutfak tuzu veya potasyum klörür banyo sıvısı olarak kullanılır. 150-1300°C arası tavlama mümkün olur. Meneviş vermede kullanılır.
b-) Maden banyoları
Daha çok yüksek olmayan tavlamalarda ve çeliklerin kademeli soğutmasında kullanılır. Bu iş için kurşun kullanılır. Kurşun 600°C lık tavlama imkanı sağlar. Zehirli bileşikler içermesi kullanımını daraltmıştır.
5- Üfleçle tavlama
Oksi-gaz üfleçlerinde küçük parçaları tavlanmasında kullanılabilir. İş hacmi arttıkça üfleç sayısı da artırılır.
H- Tavlama yapılışının kavranması
İyi bir tavlamada keskin köşeler yakılmadan homojen bir tavlama yapılmalıdır. Tavlamayı belirli bir zamana yaymak doğrudur. Ani tavlamalar özellikle katıklı çeliklerde çatlamaya yol açabilir.
İ- Tavlamada alınacak güvenlik önlemleri
Tavlama işlemlerinde tavlanan parça ısısı dikkate alınarak ilk tedbirler bu yönde olur. Eldiven-tozluk-deri önlük maske-gözlük gibi araçlar kullanılarak iş güvenliği artırılır. Tavlamda kullanılan yöntemin getireceği tehlike ve zararlar için o yönteme ait tedbir alınır. Örnek olarak maden banyosu olarak kullanılan kurşunun zehir ve katı yakacak kullanılan ocaktan çıkan dumanı ortamdan suni olarak atılması gerekir.
ÜNİTE NO: 4 TAV ARAÇLARINDA KULLANILAN YAKITLAR
A- Yakıtları özelliklerine göre sınıflandırılması
YAKITLAR
B- Katı yakıtlar ve çeşitlerinin tanımı özellikleri
1- Taş kömürü
Yanma ısısı (Kalorisi) fazla olan kömürdür. 250 °C- 340 °C ta tutuşur. 4500-7500 Kcal/kg ısı değerindedir.
2- Linyit
Taş kömüründen daha yakın zamanda oluşmuştur. Yanma ısısı 2500-4500 Kcal/kg dır. Ülkemizde en çok bulunan kömür çeşididir.
3- Kok kömürü
Kömürün kamaralarda ısıtılıp damıtılmasıyla elde edilir. Böylece hem kıymetli gazlar hem de basınca dayanıklı kalorisi yüksek ve yabancı gazlardan arınmış katı yakıt elde edilmiş olur. Yanma ısısı 8.000 Kcal/kg dir.
C- Sıvı yakıtlar ve çeşitlerinin tanımı özellikleri
1- Motorin
Daha çok tav fırınlarında kullanılır. 70 -140 °C ta tutuşur. Yanma ısısı 10.000 Kcal/kg dir.
2- Fuel-oil
Motorine göre daha katıdır. Rengi kahverengi+siyahtır. Yanma ısısı 9.000-10.000 Kcal/kg dir.
D- Gaz yakıtlar ve çeşitlerinin tanımı özellikleri
1- Asetilen :Karpitin suyla bir araya getirilmesinden açığa çıkar. Daha çok oksi-Gaz kaynağın da kullanılır.
2- Likit gazı Daha çok fırınlarda ve oksi-Gaz kesme üfleçlerinde kullanılır.
E- Yakıtların korunması ve depolanmasında dikkat edilecek konular
1- Serin yerde depolanmalıdırlar 2- Katı yakıtlar üst üste fazla yığılmamalıdır
3- Sıvı ve gaz yakıtlar özel kaplarında saklanmalıdır 4- Yanıcı maddelerden ve ateşten uzak olmalıdır
ÜNİTE NO: 5 SICAKLIK ÖLÇME ARAÇLARI
A- Sıcaklığın tanımlanması
Sıcaklık bir kıyaslamadır. Suyun donma ve kaynama noktaları arası kriter alınarak ve eşit parçalara bölünerek düzenlenen ölçü sistemidir. Suyun donma ve kaynama noktaları arası; (0C=100 böler - 0R=80 ‘e böler - 0F=180’ e böler) (Bir kibritin sıcaklığından söz edilebilir ; ancak kalori değeri olmadığından ısısından bahsedilemez.)
B- Sıcaklık birimlerinin çeşitlerini sayarak tanımlanması

C- Sıcaklık ölçme araçları
1- Termometreler
Hava,vücut ve labratuvardaki ölçmelerinde kullanılır. Cıvalı termometrelerde – 35 -357° C ‘ya kadar ölçme yapılabilir. Ancak Metalişlerinde bu sıcaklıktan daha yüksek sıcaklıklarda çalışılır. Bu nedenle termometre kullanılamaz.
2- Seger konileri
Bunlar silisli kumdan yapılmışlardır. Gösterecekleri sıcaklığa gelince dağılırlar veya erirler. Buda o sıcaklığa ulaşıldığını gösterir. Şekilleri koni veya piramit şeklindedir. Aynı sistemle çalışan Sıcaklık Ölçme Boyaları da vardır.
3- Pirometreler
Tav sıcaklıkları gibi yüksek sıcaklıkları ölçmeye yarayan sıcaklık ölçme araçlarıdır.a-) Termoelektrikli (Termoelektriksel)


a-) Termoelektrikli (Termoelektriksel)
Çalışma sisteminin temelini birbirine tutturulan iki farklı metalin ısınmasıyla oluşan elektriksel gerilimin mili voltmetre ile ölçülmesi ve bunun sıcaklık olarak göstergede Galvanometre) okunması teşkil eder. Pirometre elektrodu sıcaklığı ölçülecek yere –ortama konulur.
b-) Isı yansımalı (Işıma) pirometre
Bu pirometre de ölçme sıcaklığı ölçülecek parça-fırın gibi ortamlara dıştan ölçme aracını yönelterek yapılır. Sıcak cismin yaydığı ışınlar mercekten yoğunlaşarak platin ucu etkiler. Platin uca bağlı termo elemanlarda oluşan elektriksel gerilim göstergeden (galvanometre) sıcaklık olarak okunur. Bu tür pirometreler ile 600-3000°C arası ölçülebilir. 600° C altındaki sıcaklıklar mercek tarafından yutulacağından ölçülemezler.
c-) Optik (lambalı) pirometre
Isı yansımalı gibi dıştan kullanılır. İçerisinde lamba ve enerji kaynağı yer alır. Sıcaklığı ölçülecek yere bakılıp flaman rengi ile sıcak cisim-fırın aynı renge gelene kadar gerilim reosta ile değiştirilir. O anda göstergeden sıcaklık okunur.
D- Pirometrelerin fırınlarda ve banyolarda kullanılması
Yukarıda sayılan pirometrelerden Termo elektriksel pirometrenin koruyucu boru içerisinde elemanının bulunduğu kısım fırın içerisinde veya ölçülecek ortam içerisinde bulundurulur. Isı yansımalı pirometre tav renginin en net ve doğru görüleceği güvenli uzaklıktan bakılarak kullanılır. Optik pirometreler daha uzaktan ölçmenin yapıldığı yöntemdir.
E- Pirometreden sıcaklığın okunması
Termo elektriksel pirometrede iki ayrı metalden ötürü oluşan ve mili voltmetre ile ölçülen gerilim göstergede sıcaklık olarak okunur. Isı yansımalıda Isı kaynağından alınan ışınlar yoğunlaştırılıp iki farklı metalden oluşan uçta gerilim oluşturulup (Termo elektrikselde olduğu gibi)göstergeden sıcaklık olarak okunur. Optik pirometrede lamba flamanı ile tav renkleri aynı olduğunda sistemden geçen gerilim göstergeden sıcaklık olarak okunur.
ÜNİTE NO: 6 SICAK ŞEKİLLENDİRME İŞLEMLERİ
A- İşlem basamakları
1- Çekme
2- Burma
3- Şişirme
4- Boğma
5- Kesme
6- Bükme
7- Delme
8- Yarma
9- Yayma
B- İşlemlerin yapılışı

1- Çekme
İş parçasının kesitini daraltarak boyunun tek yönlü olarak uzatılması işlemine denir. Çekmede boncuk baskı yada tabanı dar çekiç tercih edilmelidir.
2- Burma :İnce uzun kesitteki parçaları eksenleri etrafında ters yönde çevrilerek biçimlendirilmesidir.
3- Şişirme İş parçasının kesitini istenilen yerinde kesitinin artırılması için yapılan yığma işlemine denir. Kısa parçalara uygulanabilir.
4- Boğma Parçanın kesitinin istenilen yerinde daraltılmasıdır. Boğma boncuk baskıyla yapılır.
5- Kesme İş parçasını ikiye ayırma işlemidir. Kesme saplı keskilerle yapılır.
6- Bükme Parçanın çeşitli açılarda bir kısmının doğrultusunun değiştirilme işlemidir. Örste (Varyoz destekli) veya ayaklı mengenelerde yapılır.
6- Delme İşin ortasından parça çıkartılarak boşaltılması işlemidir. Saplı zımbalarla yapılır.
8- Yarma Parçadan malzeme kopartmadan ortadan ayırma kanal açma işlemidir. Delme amacıyla yapılır
9- Yayma İş parçasının kesitini azaltıp her yöne doğru uzatılması işlemidir.
C- Hava çekiçlerinde çalışma ( Şahmerdan)
Hava çekiçleri (şahmerdanlar) seri vuruşlu ( Çift etkili) olanları vuruş sayılarının fazlalığı daha dikkatli çalışmayı gerektirir. Dövülen parça tehlikesine karşı tedbir alınmalı. Parça tutulurken omuzdan itibaren hareket serbestliği olmalı. Kol gergin tutulmamalıdır.
D- Düşme çekiçlerinde çalışma
İki Volan arasından bırakılan çekicin vuruşu ile çalışır. Çekicin potansiyel enerjisinden yararlanılır (Terk edildi).
E- Alınacak güvenlik önlemleri
Bütün dövme araçları,fırın ve ocak türü araçları dövme işlemlerinin düzenli olması tav geçmeden işleme başlanabilmesi için birbirine yakın olmalı. Telaş ve aceleyle kazalara yol açmayacak sadelikte düzenlenmelidir. Yanmalar karşı uygun kısaçlar,eldiven ve önlük kullanılmalıdır.
ÜNİTE NO: 7 ÇELİKLERİN SERTLEŞTİRİLMESİ
A- Su verilecek çeliğin tavlanması ve alınacak önlemler
Su verilecek çeliğin karbon oranının % 0,25- % 1,7 karbon içermesi birinci şarttır. Parça karbon miktarı veya alaşım maddelerine göre austenit yapı oluşana kadar tavlanmalıdır. Tavlama süresi 25 mm kalınlık için bir saattir. Daha ince parçalarda zaman daha kısa tutulabilir.
B- Soğutma araçları
1- Su 2- Yağ 3- Hava 4- Tuzlu su 5- Bakır blok diğer.
C- Su vererek sertleştirme
Çelikleri su alma sıcaklığına kadar tavlayıp ani olarak soğutulmasına su verme denir. İşlemin adı su verme olmasına karşın yukarıda sayıldığı gibi soğutucunun su olması zorunlu değildir. Su verme işleminde GSE çizgisine kadar tavlanan parça soğutucu ortamda hızla soğutularak kristal yapının sıkılaşması sağlanır. İşlem arzu edilirse defalarca tekrar edilebilir.
D- Yüzey sertleştirme
1- Sementasyon
a)Sementasyon: Karbonun çelik yüzeyine geçişme yapmasını sağlayarak yüzey bileşiminin değiştirildiği usuldür. Zenginleştirme sonucu su verme işlemi yapılır. Sadece yüzeyde karbon bulunduğundan iç kısımlar sertleşmez.
aa) Katı sementasyon: Katı karbon verici maddelerle yüzey bileşimi değiştirilecek parçalar çelik kasalara beraberce


3- Alevle sertleştirme.
Karbon oranı % 0.35-% 0.70 arasında olan ve krom-Nikel , Krom- Molibdenli ve sade karbonlu çeliklere uygulanan yöntemdir. İşlemin esasını çok kuvvetli alevle sadece parça yüzeyinin su verme sıcaklığına getirilip soğutulması teşkil eder. Su verilen kısım 3-5 mm derinliktedir.
4- Endüksiyon akımı ile sertleştirme
Frekansı 10.000 –1.000.000 arasında değişen bir AC akımın geçtiği sargılar arasına konulan parça birkaç sn’ de sadece yüzeyinin su verme sıcaklığına gelmesi temin edilir ve ani olarak soğutulur. 3-5 mm derinliğe kadar inen sertlik sağlanır.
E- Çelik çeşitlerinin kataloglardan incelenmesi
TS 1111 ‘e göre çelikler standartlaştırılmıştır. Çelikler yedi sayı ile gösterilir.

F- Uç renklerinin anlamı
Çeliklerin kolayca ayırt edilebilmesi için (MKE) alınlarından çeşitli renklerde boyanmışlardır. Bu hem stoklama da hem de herhangi bir karışıklık anında kolaylık sağlar. Alındaki renkler bazılarında tek renk olduğu gibi bazılarında çift renklerle işaretleme yapılmıştır. Bununla ilgili katoloğlar çelik üreticisi veya satıcılarından temin edilebilir.
G- Pratik olarak çelik çeşitlerinin ayırt edilmesi
Kolay seçilmesi ve ayırt edilmesi için gereç uçları mavi-yeşil-kırmızı-sarı gibi renklerde boyanmıştır. Eğer bu tür işaretler kayboldu ise aşağıdaki yollarla çelik ayırt edilir.
1- Kıvılcım deneyi
Zımpara taşına tutulan parçanın çıkardığı kıvılcım demetleri her karbon ve alaşım grubuna özel şekillerde görülür. Kıvılcım demeti ve karbon patlamaları çelik hakkında fikirler verir. Örnek olarak vermek gerekirse;saman sarısı renk ve karbon patlamaları sade karbonlu çeliği gösterir. İnce kırmızı renk çizgiler alaşımlı çeliği gösterir. Bu ayırt etme becerisinin temeli tecrübeye dayanır.
2- Sertlik deneyi
Eğeyi parçaya sürdüğümüzde eğenin kesiciliğine gösterilen dirence göre kısaca parça sertliği hakkında fikir sahibi oluruz. Pratik olmayan yollardan ise sertlik ölçme metotları (Rockwel-Brinell-Vickers) ve spectrum cihazı bu konuda kesin sonuçları verir.
ELEKTRİK ARK KAYNAĞI
Kaynak (Metallerde) : Metalik malzemeyi ısı veya basınç yada her ikisini kullanarak ;aynı cinsten ve ergime aralığı aynı veya yaklaşık bir malzeme katarak veya katmadan birleştirmeye Metal Kaynağı adı verilir. (Plastik malzeme kaynağı’da vardır. (Bu sınıfın konusu değildir)
ÜNİTE NO: 1 KAYNAK ELEMANLARI
A- Kaynak temel elemanları.
1- Kaynak makineleri.
• a-) Transformatörler
• b-) Jeneratörler Jeneratör bir elektrik motoru ve buna
bağlı olarak dönen dinamodan oluşur.
Oluşan amperi yüksek voltajı düşük
kaynak akımı kollektörden fırçalarla
alınır.
Gürültülü çalışırlar. DC akım verir. Boşta
çalışma sarfiyatı çoktur. Arıza olasılığı fazladır.
2- Kaynak pens ve şasesi
Pens ,elektrot tutmaya ve kaynak işlemi sırasın da onu sevk ve idare
etmeye yarayan yaylı araçtır. Hafif ve yalıtılmış olması istenir. Şase ise
kaynak akımının diğer ucunu işle irtibatlandıran kısımdır.
3- Kaynak maskesi ve camı
Maske ; eli ,yüzü ve başı korur. Yanmaz maddelerden olması tercih edilir. El ve baş maskesi diye iki çeşidi vardır. Maske camı ise gözleri korur ve kaynak bölgesini iyi görmemizi sağlar. (8 numara cam 15-20 A) (9 numara cam 20-40 A) (10 numara cam 40-90 A) (11 numara cam 80-175 A) (12 numara cam 175-300 A) (13 numara cam 300-500 A) (14 numara cam >500 A)
4- Kaynak kabloları
Kaynak akımını pens ve şaselere ileten izoleli iletkenlerdir. Kesitleri giriş kablolarına göre kalımdır.


5- Elektrotlar
Kaynak akımını ileterek arkın oluşmasını sağlayan iletken çubuklara elektrot denir.
B- Kaynak yardımcı elemanları
1- Kaynak masası 2- Kaynak çekici 3- Tel fırça 4- Önlük ve eldiven
5- Pens sehpası 6- Kaynak paravanları 7- Aspiratör ve vantilatör
C- Tanımı,çeşitleri,kullanılmaları ve bakımı
D- Kullanılmalarında alınacak güvenlik önlemleri
ÜNİTE NO: 2 ELEKTRİK ARKI
A- Elektrik akımı hakkında genel bilgi
Kaynak akımının voltu şehir şebekesine göre düşük amperi yüksektir (42-65 V) ( En fazla 80 Volt). (Amper 30-500 A) Dar yer ve kazanlarda çalışırken boşta çalışma gerilimi 42 V olan makineler tercih edilmelidir.
B- Kaynak akımının tanımı
Ark: Elektriğin kütlesel olarak bir kutuptan diğer kutba akışına ark denir. Parça ile elektrot arasındaki elektrik kıvılcımın (Elektron atlamasının) oluşturduğu bir alev sütunudur.
C- Arkın türleri
Kısa ark ve uzun ark ve kısa devre arkı diye çeşitleri vardır. Ark nedeniyle sıcaklık 3500-4200 °C arası oluşabilir.
D- Elektrodun yakılışı
İki türlü elektrot yakılır.
1- Vurma :Elektrot parçaya yavaşça vurulur. Elektrot tutuşur tutuşmaz rutil için elektrot çapı kadar geri çekilip ark sürdürülür. Dalgalı akımda bu tür elektrot yakılır. (AC )
2- Sürterek: Elektrot iş parçasına teğet konumda kibrit yakar gibi yakılır. . Elektrot tutuşur tutuşmaz rutil için elektrot çapı kadar geri çekilip ark sürdürülür. Doğru akımda bu tür elektrot yakılır.(DC)
E- Ark üflemesi ve önlemleri
Ark üflemesi: Ark alevinin istenilen yönün tersine gitmesine ark üflemesi denir. Kaynağı zorlaştırır. Daha çok doğru akımda (DC) problem olur.
Alınacak önlemler:
• a-) Şasenin yeri değiştirilir
• b-) Elektrot açısı değiştirilir
• c-) Kök dikişi veya puntalama yapılır
• d-) Ark boyu kısa tutulur
• e-) Alternatif akım türü tercih edilmeli
• f-) Mağnetik üfleme tertibatı kullanılır (Şase kablosuna bakır tel sararak mağnetik akım nötrlenir)
• g-) İşin konumunu değiştirilir
• h-) İnce çaplı elektrot tercih edilmelidir
• ı-) Kutup değiştirilir
F- Arkın oluşumunda akım ayarının önemi
Akım değerinin belirlenmesinde dört temel unsur göz önünde tutulur.
• a-) Elektrot çapı ( 1 mm için 30-35 Amper)
• b-) Kaynatılan parçanın kalınlığı
• c-) Kaynak konumu (Yatay-Tavan-Duvar)
• d-) Kaynak ağzı veya şekli
ÜNİTE NO: 3 PARÇALARIN KAYNAĞA HAZIRLANMASI
A- Parçaların kaynağa hazırlanmasının önemi ve gerekliliği
Kaynakta iyi bir sonuç elde etmek için bazen kaynak hazırlığı işin maliyetini büyük oranda artırır. Doğru hazırlık kaynaktan beklenilen yararın karşılanması için zorunludur.
B- Kaynak ağzı çeşitleri

C- Kaynak ağzı açma araçları
1- Oksijenle kesme üfleci ve makinesi
Oksijenle kesme üfleçleri kaynak ağızları için çokça kullanılan yöntemdir. Kesme üfleci birkaç şekilde kaynak ağzı açmada kullanılır.
• a-) Serbest elle yapılan kaynak ağzı açma işlemleri.
• b-) Arabayla yapılan kesmeler.
• c-) Makineli kesmeler( İlerlemeyi elektrikli bir motorlu düzenek sağlar.
2- Zımpara taşı ve eğe
Zımpara taşı klasik kaynak ağzı açma yöntemidir. Yoğun işlerde bu işlem yavaş kalır. Spiralde bu işlemlerde kullanılır.
3- Özel kaynak ağzı açma araçları
Sadece kaynak açmaya yarayan makine ve aparatlarda geliştirilmiştir mekanik ve pnömatik çalışabilen bu araçlar sürekli kaynak ağzı açılma işlerinin yapıldığı yerlerde kullanılır. Borulara açılan kaynak ağzı bu işlere örnek gösterilebilir.
D- Ön birleştirmenin yapılması ( puntalama )
Puntalama kaynak başlangıcın da yapılan kaynak konumunu belirleyerek onun değişmesini engelleyen önemli ve mutlaka başvurulan bir işlemdir. Puntalama kaynağa göre daha yüksek amperlerde yapılır. Parça ölçülerine göre punta büyüklüğü değişir. Puntalama kaynağa engel olmamalıdır.
E- Güvenlik önlemleri
Kaynağın getirdiği tehlike ve zararlar bilinerek karşı tedbir alınır. Kaynak arkı Çevreye Isı,ışık ve duman yayar. Arktan çıkan ışınlar delici ışın içermezler. Ark enerjisinin %15’i ışık haline geçer. Bu ışınların %10’u ültraviyole ,%30’u parlak ışınlar geri kalan %40 enfraruj ışınlarıdır. Parlak ışınlar gözleri kamaştırarak geçici görme bozukluğuna yol açarlar. Uzun süre etkisinde kalınırsa katarakt meyli olanlarda katarakta yol açar. Ültraviyole ışınları gözde yanma ve sulanmalara neden olur. 4-8 saat içinde kanlanma yapar. Damla ile kalıcı rahatsızlık bırakmadan düzelir. Enfraruj ışınlarının göze önemli bir etkisi yoktur. Kaynak işlemi sırasında. Toz ve duman da zararlı maddelerdendir. Elektrot örtüsünden çıkan dumanların zehirli değil ancak zararlıdır. Duman miktarı çalışılan yerde 20 mgr/m3’ü aşmamalıdır. Dar yerlerdeki kaynaklarda kaynak bölgesine temiz hava verilir ve pis havayı emmede aspiratör kullanılır. Önlemi alınmadan kaynak yapılmaz.
ÜNİTE NO: 4 YATAY KONUMDA KAYNAK YAPMA.
Yatay konumdaki kaynak tüm konumlara göre en kolay kaynak yapma yoludur.
A- Dikiş çekme
1- Elektroda hareket yaptırmayarak
Dar dikişin yeterli olduğu yerlerde uygulanır. Elektrot gidiş yönüne doğru yatayla 75-80 °açı yapacak şekilde tutulur. Elektroda aynı ergime hızını sağlamak için zikzak yaptırılmadan dikiş çekilir. Bu yolla dar dikiş elde edilir.
2- Elektroda hareket yaptırarak
Geniş dikişler elde etmek amacıyla yapılır. Çeşitli formlarda elektrotlar zikzaklar çizer.
Başlıca elektrot hareketleri
a , b =Kök pasolarında c = Zikzak hareketi orta genişlikteki dikişlerde d , e =Doldurma kaynaklarında son paso çekilmesinde
f , g =Geniş pasoların çekilmesinde h , i = Tavan kaynaklarında kullanılır.
1- Küt ek kaynağı
5 mm ‘ ye kadar parçalar kaynak ağzı açılmadan kaynatılabilirler. Aralarında Parça kalınlığına yakın boşluk bırakılır. 3 mm için tek taraflı ; 5 mm için iki taraflı kaynak tavsiye edilir.
2- Bindirme kaynağı
Parçaların bindirme şeklinde kaynatılması alın alına kaynağa göre
daha fazla dayanım kazandırır. Mümkünse tercih edilmelidir.
3- İç ve dış köşe kaynağıParçaların konumları “T” veya “L” teşkil eden şekilde birleştirilmesi sık başvurulan bir birleştirme çeşididir. İç köşe kaynaklarında ark üflemesi görülmesi mümkündür.


4- ”V” kaynağı
Kalınlığı 10 mm’ yi geçen parçalara “V” kaynak ağzı açılır.
Aradaki açı 60°olmalıdır.
5- “X” kaynağı (Kalınlıkları 16-40 mm arasındaki parçalara uygulanır. Açı 60°)
D- Kaynakta biçim değişmelerine karşı alınacak önlemler
Parçalar biçim değiştirmelerine karşı puntalama ile tedbir alınır. Puntalamanın kâfi gelmediği durumlarda mekanik (işkence vs.) bağlama tedbirleri alınmalıdır.
E- Akım ayarı
Rutil elektrot (En yaygın kullanılan) çapının her mm’ si için 30-35 A ayarlanır. Kök pasoları daha ince elektrotlarla kaynatılır.
F- Dikişin başlangıç ve bitim yerleri (İleride bilgi verilecek)
ÜNİTE NO: 5 KAYNAK HATALARI
A- Kaynakta oluşan hatalar
1- Hava boşluğu
Gözenek adı da verilen bu hatalar kaynak sırasında oluşan gazların dikişi terk edemeyip hapis olması ile oluşurlar.
2- Kenar yenmeleri (Yanma olukları)
1- Amperin yüksek seçilmesi
2- Parçanın paslı olması
3- Hızlı kaynak yapılması
4- Elektrodun nemli olması
5- Elektrot veya üflecin büyük olması
6- Elektrodun yanlış açıda tutulması kenar yenmelerine neden olur. Bu oluklar çentik etkisi yapar. Kenar yenmeleri dikişle parçanın birbirine değdiği yerde oluşur.
3- Cüruf kalıntısı
Kaynakta örtünün kaynak sırasında ergiyerek dikiş arasında kalması sonucu bu hatalar oluşur. Cüruf kalıntısı çok pasolu kaynaklarda daha çok görülür. Elektrot açısının ,mesafesinin ve banyoyu yönlendiren hareketlerin doğru yapılması cüruf kalıntısını engeller. Ark üflemesi de kötü cüruf temizliği kalıntılara neden olabilir.
4- Çatlamalar
En tehlikeli kaynak hatasıdır. Çatlak esas metalde,kaynak metalinde veya ısı tesiri altındaki bölgelerde olabilir. Çatlak kaynak metalindeki bölgesel gerilmeler sebebiyle olabilir. Bu çatlaklar enlemesine veya boylamasına olabilir.
Çatlama nedenleri:
• a-) Kaynatılacak parçaların farklı büyüklüklerde olması
• b-) Kaynak ağızlarının düzgün olmaması
• c-) Nufuziyet (İşleme) azlığı
• d-) Cüruf boşlukları
• e-) Malzemede fazla kükürt olması
• f-) Malzeme sünekliğinin az olması
5- Başlangıç ve bitim yerleri
Kaynağın başlangıcı parça ve elektrot ısısının en düşük seviyede olması derinlemesine işlemesine mani olur. Kaynak bitim yerinde elektrotun birden söndürülmesi metal azlığından kratere neden olur. Kaynak sonunda ark boyu kısaltılıp bir düğüm hareketiyle arkın sona erdirilmesi doğru olan şeklidir. Bu hatalar dayanımı olumsuz etkiler.
B- Kaynakların kontrolleri
Kaynak kontrolü kaynağın fiziksel,mekaniksel özelliklerini tespit ve kaynakçının becerisini kontrol amacıyla yapılır.
1- Gözle kontrol
Dikişin fiziksel durumu hakkında bilgi edinmek için yapılır.
2- Mekaniksel
Daha çok işin örneği üzerinde yapılan tahribatlı kontrollerdir.
• a-) Eğme ve bükme deneyi
• b-) Kırma deneyi
• c-) Çekme deneyi
• d-) Çarpma deneyi
• e-) Sertlik deneyi
3- Röntgen ve ultrasonik
Kaynaklara uygulanan en uygun ve kesin sonuçlar veren kontrol şeklidir. Röntgen ışınları parçadan geçirilerek film üzerine görüntünün düşürülmesi ile sonuç alınır.
Ultrasonik kontrolde incelenecek parça içerisine özel başlıklardan yüksek frekanslı ses dalgası gönderilir. Hatalı yerden dönen sinyallerin boyutundan hata yeri tespit edilir. Kalın parçaların kontrolüne uygun değildir.
4- Kimyasal
Kaynakların bileşimlerini tespit için yapılan laboratuar analizi kimyasal kontroldür. Uzun sürmesi(Günlerce) ve sonuçlarına çok güvenilmememsi kötü yanıdır. Bu usule yaş metot adı da verilir. Günümüzde bu işlem spectrum aracıyla ile birkaç saniyede öğrenilmekte ve yazılı sonuç alınabilmektedir.
5- Diğer kontrol yöntemleri
a- Mikroskobik muayeneler: Kaynak kesitinden alınan örneğin mikroskopla muayenesi yapılır.
b- Mıknatıs akısı ile muayene: Kalınlığı az olan parçalara uygulanır. Demir tozu serpilerek izlenen mıknatıs hatlarındaki sapmanın olup olmadığına bakılır.
c- Spectrum cihazı ile muayene : Kaynak içindeki element yüzdelerinin tespitinde kullanılır.
ÜNİTE NO: 6 DİRENÇ KAYNAĞI

A- Direnç kaynağı ve önemi çeşitleri
Direnç kaynağı bir transformatör ,iki çene ve bu çenelere kumanda eden pedaldan oluşmuştur. Kaynak iş parçasından geçen kaynak akımına karşı iş parçalarının gösterdiği direnç nedeniyle oluşan ısı ve çeneler aracılığıyla ergiyen bölgelerin birbirine baskısıyla yapılır.
1- Nokta kaynağı

• Kaynak bölgesinin dar bir alan olan nokta şeklindeki çenelerle ısıtılıp kaynatıldığı usuldür. Kaynağın boyut ve şekli çene boyutuyla ilgilidir. İşlemde dört önemli nokta vardır.
• a-) Akım ayarı
• b-) Akımın geçme süresi
• c-) Baskı miktarı
• d-) Tutma süresi
2- Alın kaynağı
Alın kaynağının nokta kaynaktan farkı çenelerdir. Alın kaynağında çeneler arasına bağlanan birleştirilecek parçalar ergime sonrası basınçla birbirine bastırılır. Şerit testere kaynakları bu yöntemle kaynatılır.
3- Dikiş kaynağı
Buradaki elektrotlar teker biçimindedir. Elektrodun parçaya basınç yaparak dönmesi ile sürekli veya kesikli kaynak yapılır. Kaynatılan gerecin profiline uygun tekerler bu işlemlerde kullanılır.
B- Direnç kaynağı yapılan gereçler
1- Çelik 2- Çelik döküm 3- Bakır 4- Pirinç 5- Bronz 6- Altın 7- Gümüş 8- Platin 9- Çinko 10- Al alaşımları 11- Temper döküm
C- Direnç kaynağının kullanıldığı yerler
Her türlü sac işlerinde ve otomotiv sanayiinde kullanılır. En ince 0.25 En kalın 25 mm kaynatılabilir. Bu işlem genellikle 5 mm altında kalınlıklar içindir.-
D- Parçaların kaynağa hazırlanması
Birleştirilecek parçalarda boya , pas, yağ türü kaynağı ve akımın geçişini zorlaştırıcı maddeler mekaniksel veya kimyasal yolla temizlenmelidir. Kaynak çeneleri (dikiş veya nokta oluşuna göre) temizlenir. Parça kalınlığına göre amper ayarlanır. (Varsa Pnömatik baskı ve zaman ayarı yapıldıktan sonra) pedala basılarak kaynak gerçekleştirilir.
Otomatik kaynak makineleri
1- Tanımı
Direnç kaynaklarında pek çok işlevi bilgisayar kontrollü yapan makinelerde vardır. Akımın verilme süresi, baskı miktarı,kaynak sonrası tutma süresi gibi değerler gereç özellikleri ve kalınlık dikkate alınarak bilgisayara girilip kaynakta insan fonksiyonu azaltılır.
2- Zaman tespiti
Kaynakta gerekli olan akım geçme süresi ve akım kesildikten sonra tutma süresini belirleyen etmenler parça kalınlığı, amper, kaynak konumu , kaynatılan gereç cinsi gibi özelliklerdir.
E- Güvenlik tedbirleri
Elektrik tehlikesi ve sıçramalar dışında fazla bir tehlikesi yoktur.
OKSİ-GAZ KAYNAĞI
ÜNİTE NO: 1 OKSİ-GAZ KAYNAĞI ( Yanıcı bir gazla (Daha çok asetilen) saf oksijenin karıştırılıp yüksek sıcaklıklar elde ederek yapılan kaynak usulüdür)
A- Oksijen tüpleri
1- Tanımını yapma
İçerisinde basınçlı oksijenin depolandığı çelikten eksiz olarak yapılmış çelik kaplara oksijen tüpü denir. Renkleri mavi veya tonları renklerinde boyanmıştır. Oksi-Gaz kaynağında 1 hacim O2 üfleçten sağlanırken 1,5 hacim O2 ise havadan sağlanır.
2- Doldurma basınçları ve depolanmaları
İki türlü oksijen tüpü vardır. 50 lt ‘ lik ve 40 lt ‘ lik. 50 lt ‘ lik tüpler 200 Atmosfer( Atü) basınçla; 40 lt ‘ lik tüpler 150 Atmosfer basınçta doldurulur. Tüplerin depolanmasında doğrudan güneş ışığı almamalarına dikkat edilir. Dikine ve bağlı olarak tutulurlar. Çelik başlıkları depolanması ve taşınması sırasında mutlaka üzerinde takılmış olmalıdır. Tüp içerisindeki oksijen miktarı (P x V= 150x40 lt=6000 lt=6 m3 )
B- Asetilen tüpleri

1- Tanımını yapma
Asetilen tüpleri oksijen tüplerinden farklı olarak kaynakla birleştirilerek yapılmış olabilmesidir. Renkleri sarı ve tonlarında boyanmıştır. Tüp asetilen temiz ,tehlikesinin kazana göre az olması ve kolay taşınabilmesi ile yaygınlık kazanmaktadır.
2- Doldurma basınçları ve depolanmaları
Asetilen tüpleri gazın özelliği dolaysıyla 1,5 Atmosfer basınçtan fazla sıkıştırılamaz. Bu nedenle tüp içerisine asetilen absorbe yeteneği çok yüksek olan aseton ve gözenekli maddelerle doldurulmuştur. Ateşten uzak yerlerde depolanırlar. Bulundukları yerin kapısına uyarıcı levhalar konur (Ateşle yaklaşma). Asetilen tüpünde 15° C sıcaklıkta 15 Atü basınç altında 1 litre aseton 400 litre asetilen eritir. Buda 15x400=6000 litre asetilen eder. Asetonda çözülmüş asetilen patlamaz. Asetilen tüpü asetonun yere dökülmemesi için dik olarak kullanılır. Tüpten saatte 1000 litreden fazla asetilen alınmaz(Aseton dışarı çıkar)
C- Basınç düşürücüler
1- Tanımını yapma
Tüp içerisindeki asetilenin istenilen basınçta ve tehlikesiz olarak üflece gönderildiği düzenektir.
2- Çalışma yöntemleri
Tüpe yakın olan gösterge tüp içerisindeki basıncı gösterir . Buradan tüp içerisinde ne kadar asetilen basıncı olduğu görülebilir. Kalan gaz miktarı tartılarak bulunabilir. Altta çalışma basıncını ayarlamaya yarayan vidalı düzenek vardır. (Asetilen için basınç-0.25-=.5 Atü ayarlanır)
Emniyet supabının ödevi çalışma basıncının fazla ayarlanması sonucu ikinci göstergenin zarar görmesini engeller. İkinci gösterge ayarlanan çalışma basıncını gösterir.
3- Kullanılmaları
D- Hortumlar,üfleçler,asetilen kazanları,sulu güvenlikler
Hortumlar:
1- Tanımını yapma
Yanıcı ve yakıcı gazı hamlaca taşıyan elastik borulara hortum denir.
2- Çeşitleri
Oksijen hortumları: 15-25 Atü‘ ye dayanır. İç çapı 6 mm ‘dir. Uzunluğu 3-5 m olmalıdır. Yapısı tek katlı bezli . kauçuktur. Oksijen hortumları mavi seçilir. Hamlaca sağ vidalı rakor ile bağlanır.
Asetilen hortumları: 5-10 Atü ‘ ye dayanmalıdır . İç çapı 9 mm ‘dir. Uzunluğu 3-5 m olmalıdır. asetilen hortumları kırmızı renkte seçilmelidir. Yapısı çift katlı bezli kauçuktur. Hamlaca sol (ters) vidalı ve rakor ile bağlanır.
Üfleçler:
Yanıcı gaz ile yakıcı gazı çeşitli oranlarda karıştırarak yanmalarını sağlayan ve alevi sevk ve idare emaye yarayan araçlara Kaynak üfleci adı verilir. Üzerinde solda asetilen(Turuncu renk işaretli) ;sağda oksijen vanası yer alır. Pirinçten yapılmışlardır.(Bek ucu bakırdandır) .

|

A- Oksi-Gaz kaynağında kullanılan gazlar
1- Yanıcı gazlar
a-) Asetilen: (C2H2 ) Karpitten elde edilir. (Kalori 13600 kcal/m3 ( Tutuşma 1350 cm/sn) (Alev sıcaklığı 3120 0C)
b-) Hidrojen (H2) (Kalori 2580 kcal/m3 ( Tutuşma 890 cm/sn) (Alev sıcaklığı 2280 0C)
c-) Metan (CH4)
d-) Bütan (C4H10) (Kalori 28300 kcal/m3 ( Tutuşma 450 cm/sn) (Alev sıcaklığı 2500 0C)
e-) Propan (C3H8) (Kalori 21700 kcal/m3 ( Tutuşma 450 cm/sn) (Alev sıcaklığı 2780 0C)
f-) Propan Bütan karışımı (C3H8) +(C4H10)
g-) Hava gazı (Kalori 4200 kcal/m3 ( Tutuşma 705 cm/sn) (Alev sıcaklığı 2000 0C)
h-) Doğal gaz
2- Yakıcı gazlar ,özellikleri ve elde edilişi
a-) Oksijen: O2 Linde araçlarından elde edilir. Havada %21 oranında bulunan oksijen havadan hafiftir. Havadan elde edilir. Hava kompresörlerde –2000 C’ ta soğutulur. Sıvı haldeki hava ısınmaya başlarsa –196 0 C’ ta azot buharlaşır. –183 0 C’ ta oksijen buharlaşır. Çelik tüplere doldurulan oksijen kullanıma sevk edilir.
b-) Azot :pek kullanılmamakla beraber azot ta yakıcı gazlardandır.
B- Kaynak alevi

in yakıp söndürülmesi
Az oksijen yakılıp alevin karşısında azar azar asetilen ventili açılır. Söndürürken ters işlemle önce asetilen kapatılır daha sonra oksijen kapatılır.
3- Normal alevi elde etme
Asetilen ve oksijen oranları 1 kısım asetilenin 2.5 kısım oksijenle yakıldığı alev türüdür. Çeliklerin ve demirlerin kaynağında kullanılır.
4- Oksitleyici alevi elde etme
Alev ayarında oksijen fazladır. Ses tizdir. Çekirdek sivridir.
Alevle doğrultmada. Pirinç kaynağında kullanılır.
5- Karbürleyici alevi elde etme
Alev ayarında asetilen fazladır. Çekirdek uzundur. Dökme demir
Kaynağında kullanılır.

C - Kesici üfleci söküp takma ,alev oluşturma
Kesici üfleçler kaynak üfleçleri hamlaçtan çıkarılıp yerine takılır. Kesici üflecin ayrıca basınçlı oksijenin gönderildiği bağlantı parçası da hamlaca bağlanır. Basınçlı oksijen gönderme işlemi ventil veya mandallı sistemle gerçekleştirilir.
D- Üfleçlerde kaçak kontrolü yapma
1- Su içine daldırarak kontrol
2- Sabun köpüğü ile kontrol
ÜNİTE NO: 3 TELLİ VE TELSİZ DİKİŞ ÇEKME
A- Telli ve telsiz dikiş çekme yöntemleri
1- Tanımını yapma (sağ-sol)
Oksi gaz kaynağında yaygın Kaynak yönü sola kaynak olmakla beraber kalın (5 mm den sonra) malzemelerin kaynatılmasında (Oksi-Gazda pek kaynatılmaz) sağa kaynak yöntemi kullanılır.
2- Parçaların kaynağa hazırlanması
Daha çok ince parçalara kaynak yapıldığından fazla kaynak ağzı gerektiren işler yapılmaz. 1.5 mm kalınlığa kadar kenet kaynağı(telsiz) yapılabilir. 1-4 mm arası kütek;4-12 mm arasında ‘V’ kaynak ağzı uygulanır.
B- Kaynağın yapılış yöntemleri
1- Alev çekirdeğinin parçaya değmemesi gerekir. Çekirdek- parça mesafesi 2 mm civarında olmalıdır
2- Telin verilmesi
Tel ergiyik banyosu oluşturulduktan sonra banyoya kısa aralıklarla batırılarak verilir. Telin parçayla açısı 30 0 civarında olmalıdır.
3- İstenilen doğrultuda hareket etme
Kaynağın yapılış yönü parça kalınlığına göre kararlaştırılıp kaynağa başlanır. Ergimeyle beraber üfleç aynı hızda ilerletilir. İlave tel gerekiyorsa tel verilir.
4- Dikiş sonunda üflece verilecek kaçırma hareketi
Kaynak bitiminde alev konisi(çekirdeği) nedeniyle oluşabilecek çukurluklar kaynakta dayanımı düşürür. Üflece bir düğüm hareketi yaptırılarak sonra kaynak yerinden kaçırılır.
5- Tele ve üflece verilecek açı
Tel ve üflecin hareketi birbirinden bağımsız olmalıdır. Tel
Belirtilen açılara alıştırmalar yapılarak uyulmalıdır.

C -Gereç kalınlığı ve cinsine göre üfleç seçimi
Gereç kalınlığına göre üfleç seçilmesi kaynakta başarıyı artırır.
( 0.5-1 mm, 1-2 mm, 2-4 mm, 4-6 mm, 6-9 mm, 9-14 mm) ölçülerindeki takımlar belirtilen kalınlıktaki gereçleri kaynatmaya yarar.
D-- Bitik telin yeni tel ucuna eklenmesi(Ekonomiklik)
E- Dikiş bittiğinde üfleci söndürmenin ekonomik açıdan sağladığı yarar
ÜNİTE NO: 4 YATAY KONUMDA KAYNAK
A- Küt ek kaynağı
1- Kütek kaynağının kullanıldığı yerler
1-4 mm arası kalınlıktaki parçalar kütek(hiçbir kaynak ağzı hazırlığı olmadan) kaynatılır.
2- Parçaları kaynağa hazırlama
Kalın parçalar da kaynak ağzı açma işlemleri ile kenet kaynağındaki büküm kaynaktan önce titizlikle gerçekleştirilir. Parçaların kaynak bölgelerindeki yağ,pas, türü maddeler temizlenir. Kütek kaynağında ise parçalar arasında parça kalınlığı kadar boşluk bırakılır. Puntalama ile konum sabitleştirilir.
3- Üfleç ve tele verilmesi gereken hareketler
İnce saclar sola;daha kalın parçalar sağa kaynatılır. Tel parça ile 300 açı yaparken ;üfleç 45–750 lik açılarla sevk ve idare edilir. Yanlara kaynak genişliğine göre bir salınım hareketi verilebilir.İç ve dış köşe kaynağı
1- Uygulandığı yerler
Çeşitli açılarda köşe teşkil eden parçaların içten veya dıştan kaynatılmasıdır. İç köşe kaynaklarında alevin üflece yansıyarak ısıtması kaynakçının dikkatli olmasını gerektirir.
C- Kapalı haznelerde iç köşe kaynağının sakıncalı olduğunu belirtme. Bu durumlarda dış köşe kaynağını tercih etme gerekliliğini belirtme
Kapalı yerdeki oksijenin üfleç tarafından1.5 hacim oranında havadan alınarak tüketilmesi en önemli olumsuzluktur. Bu kaynakçının solunumu için gereken havanın oksijence fakirleşmesi ile zor durumda kalmasına sebep olur. Ayrıca kaynak dolaysıyla çıkacak zararlı gazlarda bu kaynağı olumsuz etkiler. Kapalı haznenin dışından yapılacak (dış köşe) kaynaklarında bu sakınca ortadan kalkar.
ÜNİTE NO: 5 DEĞİŞİK KONUMLARDA KAYNAK
A- Dik küt ek kaynağı
Yatay konum dışında yapılan düşey kaynak genellikle aşağıdan yukarı uygulanır. Yataydan fazla farkı yoktur. Kaynakçıyı zorlayan duruşun olumsuzluğudur. Elektrik ark kaynağına göre kaynak daha kolaydır.
B- Yan (Duvar) küt ek kaynağı
Duvar konumundaki kaynaklarda ergiyik metalin yere doğru akma meyline dikkat edilerek kaynak yapılır. Zor kaynak konumu değildir.
C- Tavan küt ek kaynağı
Tavan(baş üstü) kaynağının zorluğu ergiyik malzemenin yere damlamasının yanında daha çok kaynakçıyı duruş olarak zorlaması daha önemlidir. Kalın parçaların tavan kaynağı daha zordur.
ÜNİTE NO: 6 BORU KAYNAKLARI
A- Boruların tanımını yapma
1- Mobilya boruları
Mobilya boruları diğer boru türlerine göre et kalınlığı az olduğundan hafiftir. Dış çaplarına göre ölçüleri yazılıp söylenir.
2- Su ve gaz boruları
Su ve gaz boruları yapılış amaçlarını su ve gaz iletimi olmasına karşın (ufak tefek kusuru olanlar daha çok olmak üzere) metalişlerinde dayanım gerektiren yerlerde parmaklık vb.. işlerde kullanılır. Et kalınlıkları fazla ve ağırdırlar. İç çaplarına göre ölçüleri yazılıp söylenir.
B- Boruların ölçülendirilmesi
Boru tesisatında kullanılan borular parmak ölçü sistemine göre çapları belirtilir. Tesisat dışındaki borular mm olarak belirtilir.

C- Boruların kaynağı
1- Boruların kaynağa hazırlanması
Boruların et kalınlıklarına göre kaynak ağzı hazırlığı yapılır. Parçalar boru kesme makinelerinde kesilip gerekirse pah kırılır. Parçaların eksenlerinden kaçık kaynatılmasını engelleyen köşebent içinde kaynatma vb. tedbirler alınır.
2- Puntalama
Boruların konumlarını kaynak sırasında korumaları için çevrede çapa uygun sayıda puntalama yapılır.
3- Kaynatma
Boruların kaynağı üç konumu bir arada taşıdığı için zordur. Bu konumlar, yatay-düşey ve tavan konumlarıdır. Kaynak kaynağı yaptıkça döndürülüp kaynatılmayla veya sürekli borunun döndürülüp kaynağın yapılması şeklinde gerçekleştirilir. Boruların diğer tarafından erişilip kaynak yapılması mümkün olmadığından titizlik gösterilmesi gerekir.
D- Değişik çaplı boruların birbirine kaynatılmasında uygulanan yöntemleri açıklama
Çaplarında değişiklik gösteren boruların birleştirilme yerlerinde bir kesik koni meydana getirdiği düşünülerek açınımı çizilip büküm yapılır. Bu parça ara parça olarak kullanılır.
E- Sızdırmazlık kontrolünün yapılma şeklini açıklama
Sızdırmazlık kontrolü su veya hava ile yapılır. Hava ile kontrolde dıştan köpükle kontrol tamamlanır.
A- Oksijenle kesmenin tanımı
1- Kimyasal olay olarak
Oksi-Gaz yöntemi ile kesme iki aşamalı olarak gerçekleştirilir. Öncelikle kesme üfleci ile ısıtılan parçaya oksijen ventili ile oksijen gönderildiğinde kırmızı durumdaki demir süratle oksitlenerek demir oksit (FeO) oluşturur. Demir oksit , demir olmaktan çıkmıştır. Bu kimyasal bir olaydır.
2- Fiziksel olay olarak
Demir olmaktan çıkan bu oksit devam eden basınçlı oksijenle itilerek oradan uzaklaştırılması fiziksel olaydır.
C- Kesmede kullanılan gazlar
Kesmede yakıcı gaz olarak oksijen kullanılır. Yanıcı gaz olarak daha çok bütan gaz ve asetilen kullanılır.
D- Kesmede kullanılan üfleç memelerinin tanımı,çeşitleri ve ölçüleri
Bütangaz ile yapılan kesmeler için şekil ‘A’daki meme ucuna sahip üfleç memesi kullanılır.

E- Gereçlerin kesilebilme özellikleri
Oksi-Gaz yöntemi ile demir ve çelik kesilir. Dökme demiri ve alaşımlı çelik kesimi başka bilgileri de gerektirir. Katmerli ve üst üste parçalar kesilemezler. Kesme üfleçleri ile 300 mm kalınlığa kadar kesilebilir.
Gerecin iyi kesilebilmesi için:
1- İlerleme hızı
İlerleme hızı kesmenin kesintisiz sürdürülmesi için aynı hızda olmalıdır.
2- Alev ayarı
Kesici üflecin alev ayarı normal alev olmalıdır. Parça tavlanıp oksitlenecek hale gelmesini alev ayarı sağlar.
3- Memenin parçaya olan uzaklığı
Kaynakta olduğu gibi alev parçaya çekirdek değmeyecek uzaklıkta (2-5 mm) olmalıdır. Çok yakın tutmakla geri tepmeye neden olunabilir.
4- Oksijen basıncının açıklanması
Oksijen basıncı manometreden ortalama 10 atü ayarlanır. Basınçlı oksijen oksitleme(Kimyasal olay) ve oksitlenen demir oksidi uzaklaştırmak(Fiziksel olay) için mandalla –ventille gönderilir.
F- Kesme üfleçlerinin yardımcı elemanları
a-) Pergel b-)Araba(Elektrikli-elektriksiz) c-) Ray d-) Pantograf
G- Kesmenin yapılışı
1- Ön ısıtma Kesilecek kısımda parçanın kırmızı tava getirilmesidir.
Basınçlı oksijene yol verme
Tavlanan kesme bölgesi sevk edilen basınçlı oksijenle süratle oksitlenir. Böylece demir oksit oluşturulur. Basınçlı oksijenle demir oksit ortamdan ayrılır.
2- Kesme hareketleri
Kesme doğrultusu zikzak çizmeyen doğrultuda sürdürülmelidir. Elektrikli arabayla yapılan kesmelerde kesilen yüzeyin temizliği hemen hemen cam kadar pürüzsüz olabilir.
3- Kesmenin durması halinde yeniden başlatılması
Kesmenin duraklaması halinde ise önce basınçlı oksijen kapatılır. Kesmenin ara verildiği yerden ön tavlam yapılıp tekrar basınçlı oksijen verilerek kesmeye devam edilir.
4- Gereç kenarına gelmeyen hallerde başlangıç noktasına delik açma
Kesme işlemi kenardan değil de ortadan başlamak zorundaysa önce matkapla başlangıç yerine Ø 10 - Ø 12 mm lik delik delinir.
5- Pergelle dairesel kesme
Kesme arabasına eklenen pergel düzeneği ile çeşitli çaplarda daire kesmek mümkündür. Pergel iğnesinin batırılacağı yer noktayla işaretlenmelidir.
6- Makineli kesmeler
Kesme operatörünün el melekelerinin ne kadar iyi olursa olsun makineyle yapılan kesmelerdeki ilerlemenin titreşimsiz olması mümkün değildir. Elektrik motoru ile ilerleme hızı sabit kılınır. İstenilen hızda ilerlemeyle kesme üfleçleri düzgün kesmeyi sağlar. Çalışma prensibi elle yapılan kesmeden farklı değildir.
SON
caliper
occupational technology
MESLEK TEKNOLOJİSİ
MESLEK TEKNOLOJİSİ

